



For industrial manufacturing and laboratory research purposes only.
Product Specifications
| Parameter | Value |
|---|---|
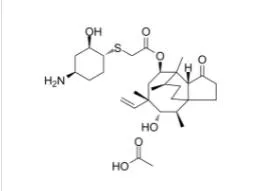
| Product Name | Ribociclib Succinate |
| Grade Standard | Medicine Grade |
| Physical State | Solid |
| Volatility | Not Volatile |
| Appearance | Light Yellow to Yellowish Brown Crystalline Powder |
| Assay | More Than 99% |
| Packaging | Cardboard Drums or Cartons |
| Specification | gram, kilogram |
| Origin | China |
| HS Code | 2934999099 |
| Production Capacity | 10kg/Month |
Addressing Purity Fluctuations and Supply Instability with Ribociclib Succinate 99% Assay
In industrial chemical supply, researchers and manufacturers often face critical challenges: inconsistent purity leading to unpredictable reaction outcomes, batch-to-batch variations that compromise experimental reproducibility, and unreliable delivery schedules that disrupt production timelines. Over our 10+ years serving global clients, we’ve witnessed how these issues can derail projects and increase operational costs.
A Stable and Reliable Chemical Supply Solution
Our Ribociclib Succinate 99% Assay Medicine Grade Solid Chemical is engineered to mitigate these challenges. With a consistent assay of over 99%, it minimizes the risk of副反应 caused by impurities, while our monthly production capacity of 10kg ensures steady supply for both laboratory research and small-scale industrial applications. We’ve built a supply chain trusted by 10000+ industrial clients across 50+ countries, focusing on the reliability that modern research and manufacturing demand.
Typical Industrial Applications
This Medicine Grade Solid Chemical finds utility in various industrial research settings, including pharmaceutical intermediate synthesis, chemical process development, and analytical method validation. Its high purity and stable physical properties make it suitable for use as a reference standard in laboratory quality control procedures and as a key component in specialized chemical manufacturing processes.
Why Key Specifications Matter
The 99% assay level is critical for ensuring minimal interference from impurities, which is essential in sensitive research and synthesis work. The solid state (Light Yellow to Yellowish Brown Crystalline Powder) provides handling stability, reducing degradation risks during storage and processing. Non-volatile特性 ensures consistent composition under standard industrial conditions, while the specified packaging in cardboard drums or cartons offers protection against contamination during transit—all factors that directly impact the reliability of your end results.
What You Gain With Our Product
Choosing our Ribociclib Succinate 99% Assay means investing in material that meets stringent industry standards, reducing the risk of failed experiments or production delays caused by substandard chemicals. Unlike lower-quality alternatives that may introduce unknown variables, our product’s consistent specifications help maintain process efficiency and cost-effectiveness over time. We adhere to strict quality control protocols aligned with global chemical supply best practices, ensuring you receive a product you can depend on for your most critical applications.
Why You Can Trust Us
Our commitment to quality begins with rigorous testing—each batch undergoes comprehensive analysis to verify assay and purity. We provide a complete set of documentation with every order, ensuring full transparency of product specifications. With a decade of experience in chemical manufacturing and supply chain management, we’ve established protocols to ensure batch consistency and on-time delivery. Our dedicated technical support team is available to address any product-related questions, and we stand behind our material with a guarantee of specification compliance.
Certificate of Analysis & Documentation
Every shipment includes a Certificate of Analysis (COA) specific to the batch, detailing assay results and key quality parameters. Material Safety Data Sheets (MSDS) are provided to ensure proper handling and storage. For clients requiring additional verification, specific batch testing data and analytical methods can be made available upon request.
Storage & Handling
- Store in a cool, dry, well-ventilated area, sealed and away from direct sunlight.
- Keep away from incompatible materials, food and feed sources.
- Handle with appropriate personal protective equipment (gloves, goggles, lab coat).
- Follow good industrial hygiene practices. Avoid inhalation and skin contact.
- Refer to MSDS for detailed storage and safety instructions.
How to Place Your Order
Begin by contacting our sales team with your specific requirements, including quantity and delivery timeline. We can provide samples for evaluation prior to full order placement, allowing you to verify product suitability. Once specifications are confirmed, we’ll process your order and arrange secure delivery, complete with all necessary documentation to support your quality control processes.
Frequently Asked Questions
Q: What is the shelf life of this product when stored properly?
A: Shelf life is dependent on storage conditions; typically 24 months from the date of manufacture when stored in sealed containers under recommended conditions.
Q: Can this product be used directly in pharmaceutical production for human use?
A: No. This product is for industrial and laboratory research use only, not for direct human consumption or therapeutic applications.
What documentation is provided with each order?
A: Each shipment includes a Certificate of Analysis (COA) and Material Safety Data Sheet (MSDS).
Q: Do you offer custom packaging options?
A: Standard packaging is in cardboard drums or cartons; custom packaging may be available for large-volume orders—contact our sales team for details.
Q: How is the 99% assay verified?
A: Assay is determined using validated analytical methods, with results detailed in the batch-specific COA provided with each order.